- Tips on machining 2018/03/23 UP
-
Tips on machining vol.17
Machining technique learned from hexahedral cutting

- Tag
-
- Personnel training
- Milling
Horizontal, orthogonal and parallel are the fundamental elements to represent shape accuracy. A hexahedron is a shape that contains all of these three. So, a hexahedron is always used as basic assignments in the practical training of milling and serves as a yardstick to measure trainees’ milling skills; an accurately machined hexahedron can prove that the trainee’s milling skills have reached a certain level. In this article, we introduce practical know-how and expert knowledge to pursue machining accuracy, taking hexahedral cutting as an example.
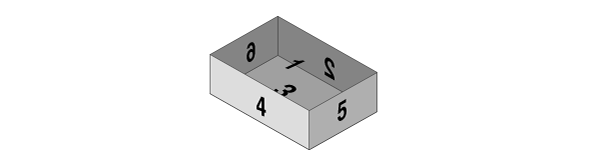
Fig. 1 Hexahedron cutting
This content is for members only