- Products 2016/11/17 UP
-
Technology Cycles:Handling Cycles
Counter spindle tip

Support Programming for Tailstock Unit Operation
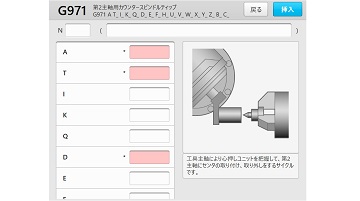
Counter spindle tip supports programming for operation of the tailstock unit attached on Right Spindle of turning centers or integrated mill turn centers. Operators can easily set parameters by the conversational programming method to create the programs for tailstock operation.
Main Applicable models
- NTX series*
- CTX TC/CTX TC 4A series*
*Right Spindle type

Background of Development
To resolve issues for customers who wish to use a tailstock on a machine with Right Spindle, but find that the programming is complicated when the tailstock is mounted on Right Spindle, DMG MORI developed Counter spindle tip that enables simple and quick programming for tailstock operations.
Unique Selling Points
1.Versatility
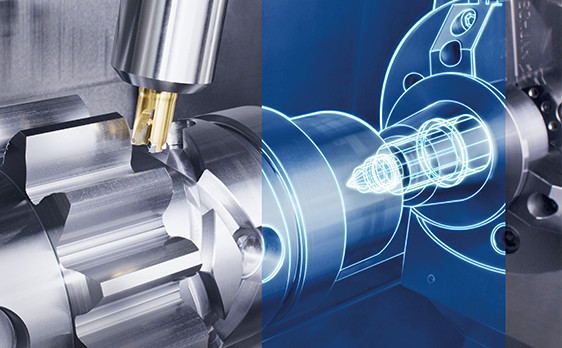
Unlike the tailstock specification machines, Counter spindle tip uses Right Spindle as a tailstock for shafts, so it enables flexible machining according to the use. Commercially available rotation centers can be attached to Right Spindle.
2.Reduction in Programming Time
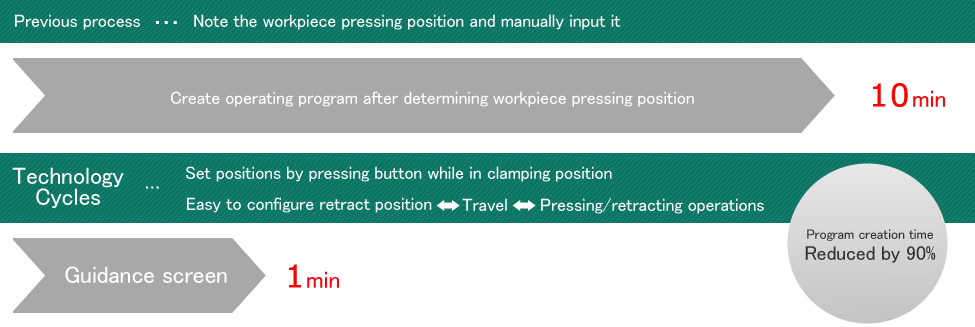
Operators can easily set tailstock operation by moving Right Spindle from the retract position to the supporting position and pressing the set button. The coordinates and travel distances are calculated for automatic operation.
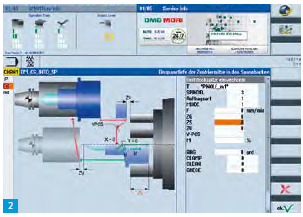
The approaching and retracting distances and the pressure of the tailstock can also be set by the conversational programming method. Operators simply follow the guidance, while checking the graphics displayed on CELOS, an HMI. Inputting parameters does not require any special skills. As the programming is done interactively, the programs can be created in a short time.
In the conventional way, a process from the tailstock positioning to completion of programming used to take approximately 10 minutes. With Counter spindle tip, it takes only about a minute to complete the programming. (According to DMG MORI study)
<SIEMENS>
<MAPPS>
Inputting of parameter by the conversational programming