


















































- 世界の逸品 2023/01/31 更新
- 印刷する
-
世界の逸品機器 #35
サイクルタイムの大幅な短縮や
切りくずトラブルを解消する特注工具

- タグ
-
- 周辺機器
- 自動車
- 農機/建機
- 精度向上
- 切りくず処理
- 段取り時間短縮
一般的に特注工具は高価なイメージがあると思いますが、加工するワークに最適な工具を特注することで大幅な加工時間の短縮や、切りくずトラブルの解消などにつながり、トータルでみると加工単価を下げられる可能性もあります。
本記事では数あるご依頼案件の中から、お客様の課題を解決した事例を紹介します。
特注工具の導入事例① A社様「油圧バルブボディ(鋳鉄)」
<課題>使用する工具が多く、サイクルタイムが長い

油圧バルブボディとは、自動変速機において油路の切り替えや圧力を整えるためのバルブを収納する油圧制御機構のことです。A社様では建設機械や農業機械、フォークリフト、大型トラックなどの産業車両に搭載される油圧バルブボディを製作されています。これらの産業車両に採用されている油圧バルブボディは鋳鉄素材を採用していることが多く、機械加工による面加工や穴加工などで要求精度と形状に仕上げていきます。
穴加工を要する部位のうち、バルブを収納するためのスプール穴は約Φ15~40 mm、深さは(L/D)10Dを超える場合があり、深穴かつ高精度加工が要求されます。そのため1つの穴を仕上げるためには多数の工具が必要で、工具交換時間がかかるほか、工具購入費用や管理コストがかさんでいました。お客様は、そのような課題を解消したいと「サイクルタイムの短縮」に加えて、「リング状切りくずのトラブル改善」「高精度かつ安定した生産」「工具管理の簡素化」をご要望されました。
<導入後>特注工具により、サイクルタイムを60分から5分に短縮
使用工具も7本から3本に集約
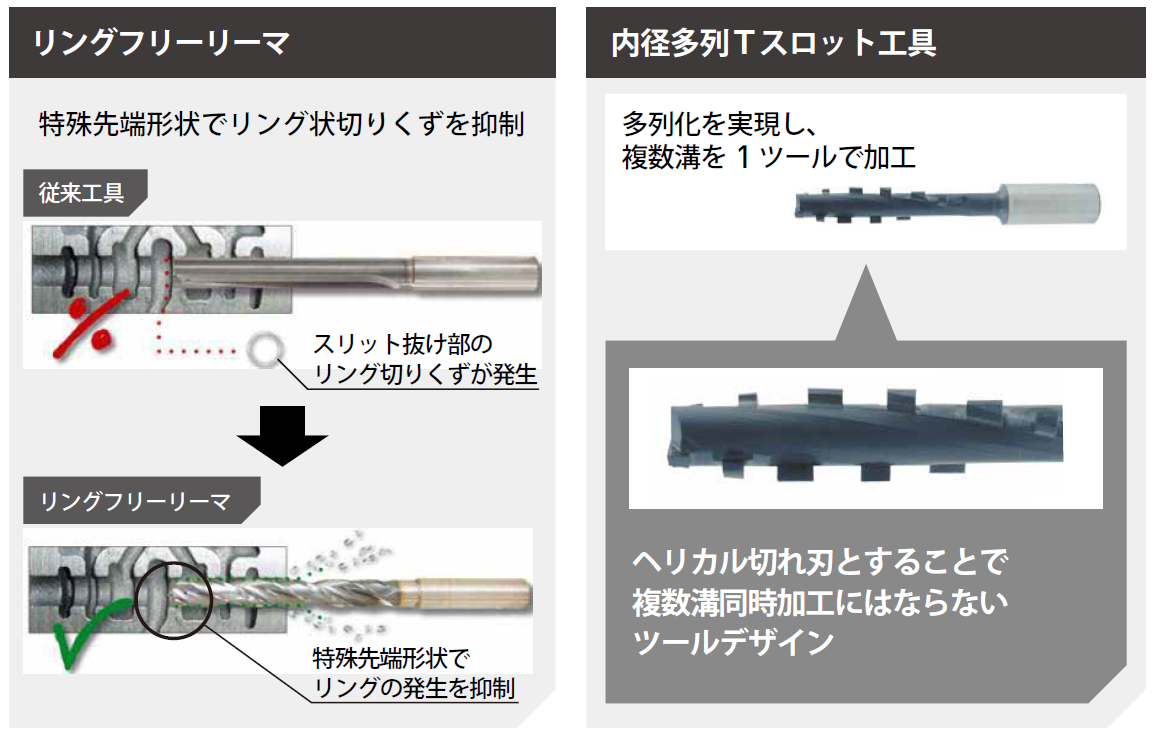
A社様のご要望に沿って、従来の加工では7本の工具が必要でしたが、3本の工具[Φ22コアドリル、Φ20リングフリーリーマ、内径多列Tスロット工具グルービングランド]に集約しました。特にグルービングランドは複数溝を1工具で加工でき、7工程であったスプール穴加工を3工程に削減(ホーニング仕上げ前までの省いた場合)。サイクルタイムは60分から5分と大幅に短縮しました。

また、従来のリーマ加工では油溝抜け部に発生するリング状の切りくずを手作業で除去する工程が必要でした。そこで京セラ独自開発のリングフリーリーマを提案。特殊な先端形状で切りくずが細かく分断され、リングの発生を抑えられます。さらに、発生した切りくずも処理しやすい形状になり、除去作業の負担が軽減しました。
リングフリーリーマの加工精度は面粗さRz3.2 μm、円筒度0.01 mm以下と良好(ホーニング仕上げが基本ツーリング)。切削音も非常に静かで、仕上げ面のキズや白濁もなくなりました。工具寿命はコアドリル、リーマとも3,000~5,000 穴/刃と長寿命を実現しています(実績ベース)。
お客様の声
- 「サイクルタイムの短縮だけではなく、使用工具の種類も減らせるので工具管理面でもメリットは大きい。」
- 「工具の集約によってリーマ自体の除去量は増えているのに、リング状の切りくずは大幅に減り、除去する手間が軽減しました。加工音は静かで、加工精度も問題ないとは驚きです。」
特注工具の導入事例② B社様「バルブボディ(アルミ)」
<課題>陣笠状の切りくずが発生し、洗浄工程が必要に

B社様は自動車のオートマティックトランスミッションやCVTなどの構成部品であるバルブボディを製作されています。このバルブボディはアルミ合金を素材としたダイカスト製品が主流となっており、日本国内では30番テーパの小型マシニングセンタで加工しているケースが多くなっています。延性に富んだアルミ材料は切りくずが伸びやすく、細かく分断することが必要です。また、アルミのバルブボディは複雑な形状をしており、切りくずが凹部に入り込むため 洗浄工程が必要でした。
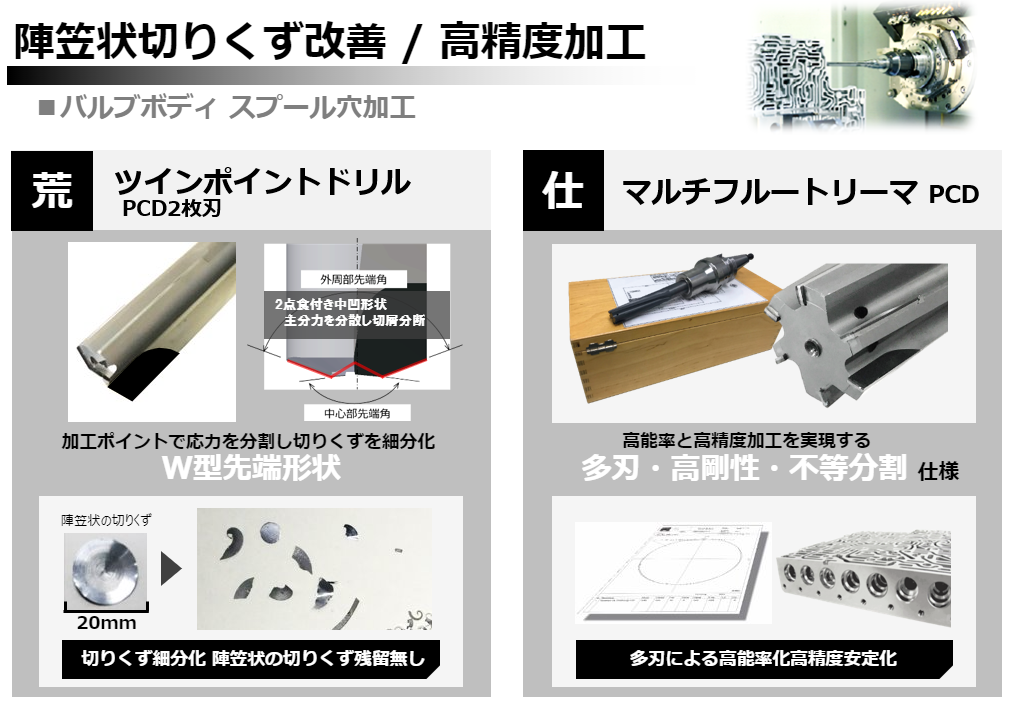
バブルボディのスプール穴は、多段形状の中にΦ8~20 mm程度の形が異なる穴が数種類配置されており、多様な穴形状に合わせて従来から特注工具(荒加工用ドリルと、仕上げ加工にはPCDロー付けリーマ)を使用していました。お客様は、「アルミ加工の荒加工時の貫通部で発生する陣笠状切りくずの抑制」を第一に、「サイクルタイム短縮と加工精度維持の両立」をご要望されました。
<導入後>陣笠状の切りくずを削減し、洗浄作業の負担を軽減
B社様のご要望をかなえるため、ドリル頂角を2点設けた特殊切れ刃形状の荒加工用PCDツインポイントドリルの採用により陣笠状切りくずを細分化。仕上げにはマルチフルートリーマ(PCD6枚刃多刃リーマ)を採用することにより、加工精度はH7、Rz3.2 μm、真円度5 μmと高精度を実現しました。工具寿命は10万穴/刃以上と長寿命です(実績ベース)。
お客様の声
- 「高精度・高能率加工の両立が可能なアイテムとして積極的に採用を検討していきたい。」
- 「荒加工の陣笠状切りくずは、これまで有効な手立てがなかったので、改善の目途がついて良かった。」
特注工具を導入する利点
DMG MORIでは新しいラインの立ち上げや工作機械の導入のほか、既存工具の課題解決をご要望されるお客様に、加工環境や課題に合わせた専用工具の仕様設計も行っています。
1. サイクルタイムの短縮
特注工具により工具の集約を実現し、サイクルタイムを短縮します。
- 穴形状によっては1つの穴に3~4本の工具が必要な場合がありましたが、基本的に2工程で加工を完了することができます。
- 1本の工具で複数個所を同時に加工できるため、工具本数が少なくなり、工具交換回数を削減します。また、マガジンラックを増やすなど新たな投資が不要になります。
- 工程集約を目的とした総型工具が可能で、場合によっては荒仕上げ1工程の設計が可能。
- 多刃工具での高能率加工が可能(仕上げ:MultiFluteリーマ)。
2. 加工精度の向上
加工内容に最適な工具や、加工機械の性能をフル活用した工具を使用することで加工精度を向上します。
- semi-finishを精度よく加工することで良好な真円度を実現。
- 独自のマージン形状で良好な仕上げ面品位を実現。
3. 切りくずトラブルの解消
切りくず除去工程の削減や、切りくずトラブルの削減、製品不良を防止します。
※この事例の他、切りくず処理性向上をご要望されるお客様は、専用設計によるチップブレーカ付与仕様も提案可能です。
4. 対応力の向上
高精度な穴公差の設計が可能。厳しい穴公差の要求に対応可能です。
5. 環境保護
加工時間の短縮により、CO2削減に貢献します。
DMG MORIの工作機械に最適なソリューションをご提案

京セラの特注工具は剛性が高く、高速回転にも対応した設計になっており、DMG森精機の工作機械と組み合わせることで、さらに高い能力を発揮します。
京セラの特注工具を使用することで、工程を集約できるため生産効率向上とコストダウンを実現します。また、京セラの特注工具は長期間、精度を保証しており、多品種小ロットで継続して同じ加工をされている場合、自作工具よりも長く安定した品質を確保できる可能性があります。製造ラインのさらなる生産性向上をご検討の方は、ぜひお問い合わせください。
![]()
| 京セラ株式会社 |
この記事では、DMG森精機が世界中から厳選した逸品機器をご紹介しています。