


















































- 加工のコツ 2017/04/04 更新
- 印刷する
-
加工のコツvol.6
ドリルを使用した深穴加工のコツ

- タグ
-
- ミーリング加工
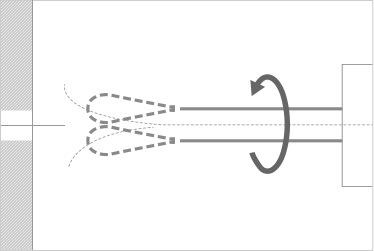
穴加工は真円度、真直度、位置度などの公差が求められる加工ですが、細くて、深くなるほど、ドリルの剛性が低くなり、加工中にドリルが曲がりやすくなるため、加工能率と加工精度を両立することが難しくなります。穴加工の難しさは穴の直径(D)と深さ(L)の比で表現されることが多く、この指標をL/D(エル・バイ・ディ)またはアスペクト比といいます。以下ではL/Dが10以上の深穴加工のコツについて解説します。
ドリルを使用した深穴加工の良し悪しは穴の入口で決まり、とくに、ガイド穴の直径・深さ・中心角、およびガイド穴へのアプローチ方法がポイントになります。
深穴加工の問題点
工具の剛性・突き出し長さ・取り付けのふれにより必ず曲がりが発生するので、各深さでの食い付き時の条件とパスに注意が必要です。
工具の剛性・突き出し長さ・取り付けのふれにより必ず曲がりが発生するので、各深さでの食い付き時の条件とパスに注意が必要です。
この記事は会員限定です。会員登録をすると続きをお読みいただけます。


