- 製品情報 2022/05/23 更新
- 印刷する
-
テクノロジーサイクル:切削サイクル
ギヤホビング


ホブカッタを用いたギヤ加工をサポート
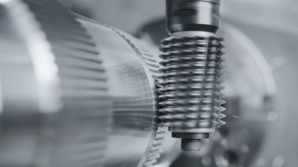
ギヤホビングは、ターニングセンタNLXシリーズ(Y軸仕様)やターンミル主軸付複合加工機のCTX TCシリーズを用いて、ホブカッタによるギヤ加工をサポートするテクノロジーサイクルです。対話形式により、簡単にギヤ加工のプログラムが作成可能で、プログラミング時間を大幅に短縮することができます。
主な対応機種
- NLX、ALXシリーズ(Y仕様)
- CTX TC/CTX TC 4Aシリーズ
- NZX、NTXシリーズ

開発の背景
一般的にホブカッタによるギヤ加工には、専用機であるホブ盤を使用する方法と、旋盤や複合加工機にホブ加工ユニットを搭載して加工する方法があります。前者はホブ盤への投資が必要であり、またギヤ部とシャフト部を別工程として加工する必要があるため、段取り作業にも時間を要します。後者はギヤ部とシャフト部の加工を一台の工作機械で行うことが可能なため、段取り時間の短縮と精度面では有効なのですが、プログラミングが非常に複雑で作成に時間がかかります。
そこでDMG森精機では、当社のターニングセンタや複合加工機で、ホブカッタによる歯切り加工のプログラミングを簡単かつ短時間で行うギヤホビングを開発いたしました。
ユニークセリングポイント
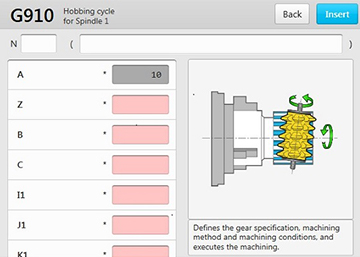
1.対話形式のプログラミング
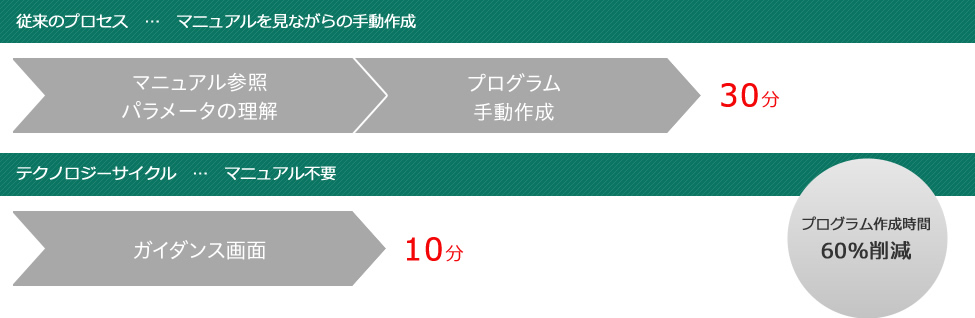
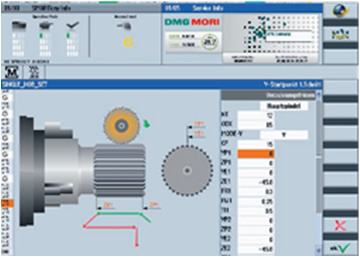
ギヤの歯数などのパラメータを、HMIであるCELOSに表示されたグラフィックを確認しながら、対話形式で設定することができます。パラメータの入力は特別なスキルが不要で、プログラミングを対話形式で行うため、短時間でプログラムを作成することができます。例えば、従来は30分程度かかっていたプログラミングが、ギヤホビングであれば、約10分で行うことができます(当社調べ)。
2.工具コスト低減
ホブカッタは高価な工具ですが、ギヤホビングは工具を長く使用できるプログラミングが可能です。通常、ホブカッタによるギヤ加工では、工具の一部分のみが摩耗し工具寿命が短くなってしまうため、手動で刃の位置を変える必要があります。ギヤホビングでは、加工中にホブカッタの位置を少しずつ移動させるプログラミングが可能なため、有効刃長を満遍なく使用でき、工具寿命を長くすることが可能です。これにより、工具にかかる費用も低減することができます。
3.高生産性
ギヤホビングは、ターニングセンタ(Y仕様)や複合加工機を使用するため、ギヤ部とシャフト部の加工を一台の工作機械で行うことが可能で、機械台数を削減することができます。工程集約により段取り替えが不要なため、アイドル時間が短縮し、単位面積当たりの生産性が大幅に向上します。また、周辺機器パートナーと連携したオープンイノベーションにより、機械の能力を最大限に発揮させ、ギヤ加工に最適な専用ホルダをご準備しています。

<SIEMENS>
<MAPPS>
対話形式によるパラメータ入力
プログラミング時間の短縮