


















































- 加工のコツ 2018/07/03 更新
- 印刷する
-
加工のコツvol.21
境界摩耗を抑制する荒加工のツールパス
【タ―ニング(旋削)加工編】

- タグ
-
- ターニング加工
- 荒加工
ターニング加工(旋削加工)は、切削工具が回転しないため、チップが常に工作物に接触した状態で切削が進行する「連続切削」です。 連続切削ではインサートと工作物が常に接触しているため、工具寿命に大きな影響を与えてしまいます。 この工作物の表面と接触する境界部分の摩耗を「境界摩耗」といいます。
最初の切り込みの黒皮面との境界は「黒皮との境界」、それ以降の定量切り込んだ状態の表面との境界は、「クーラントがかかる境界」「切削抵抗がかかる境界」などがあり、工具のダメージが大きくなります。
さらに、加工を進めると工作物の表面は、インサートの刃先の丸みの擦れや、切削力や熱の影響により表面が硬くなる現象がおこります。この現象を「加工硬化」といい、この加工硬化が起こった部分も境界摩耗を促進させます。
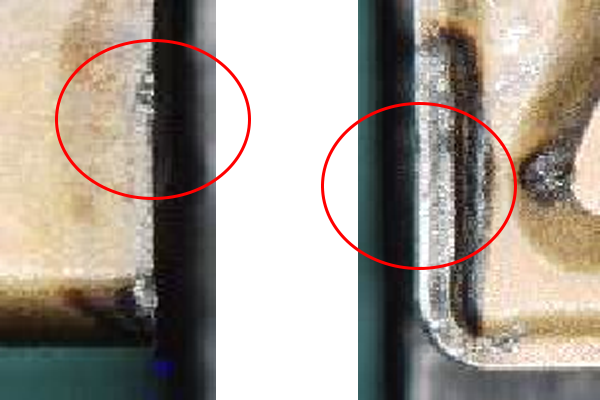
境界摩耗の例
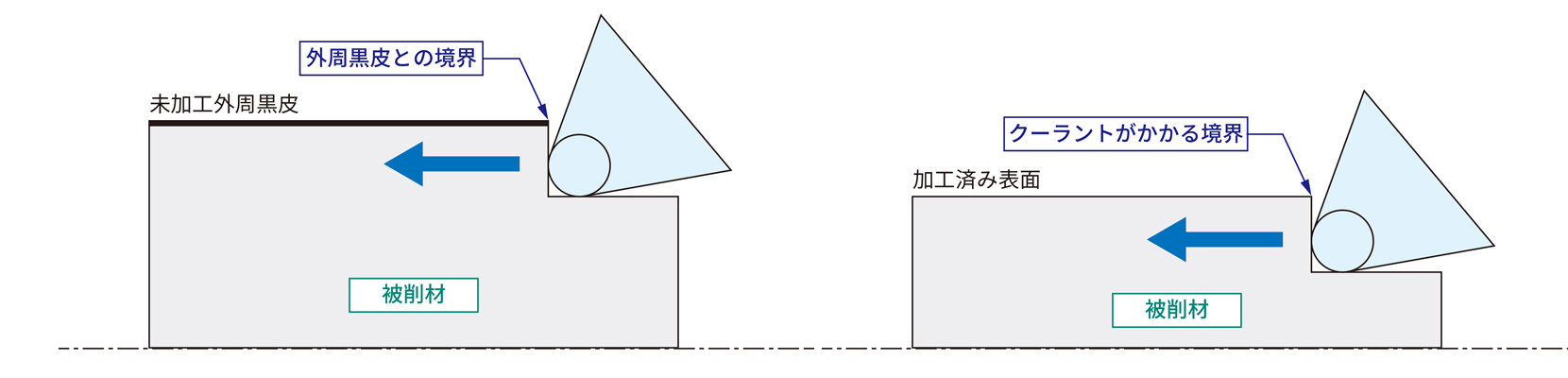
左から「黒皮との境界」、「クーラントがかかる境界」
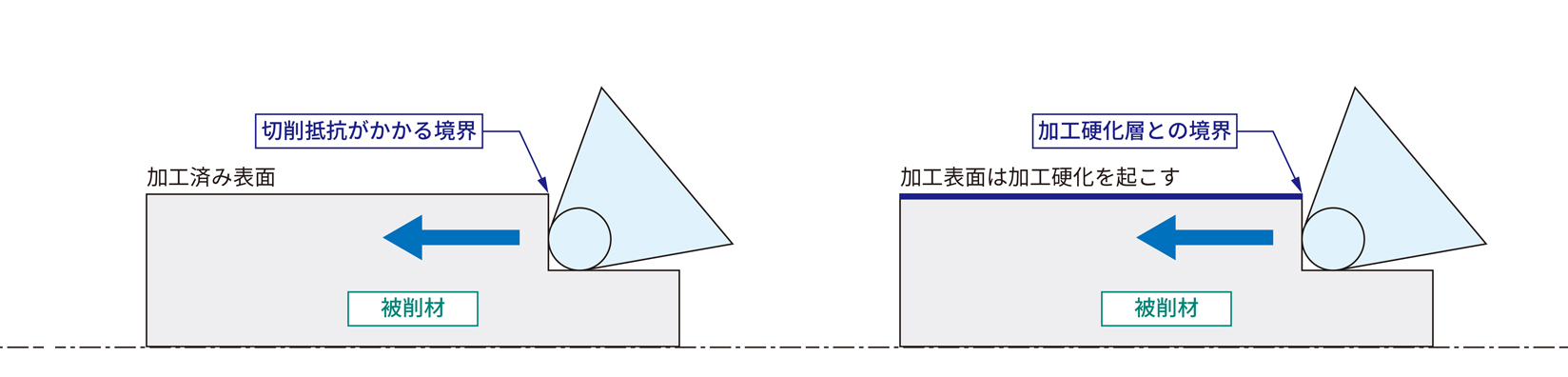
左から「切削抵抗がかかる境界」、「加工硬化層との境界」
切削距離が長くなり、通常の摩耗に比べて境界摩耗が著しく進行すると、チップが使用できなくなり、工具寿命が極端に短くなってしまいます。したがって、加工硬化を起こしやすいステンレス鋼や熱処理された高硬度な材料を切削する際には、境界摩耗を抑制することが大切です。
境界摩耗を抑制する方法には、①切れ刃(チップ)の負担を減らす方法、②工作物の表面と接触する切れ刃(チップ)の位置を変える方法の2つがあります。そこで、これら2つの方法をご紹介します。
この記事は会員限定です。会員登録をすると続きをお読みいただけます。