- Ví dụ về trường hợp khách hàng 2026/03/23 UP
-
Fuchshofer Präzisionstechnik GmbH
Lợi thế công nghệ thông qua gia công siêu âm Công nghệ chủ chốt cho vật liệu cứng, giòn

Các hệ thống EUV (quang khắc cực tím) hiện đại tạo ra các bộ vi xử lý ngày càng đắc lực vì chúng đạt được kích thước cấu trúc xuống đến vài nanomet, cho phép chứa nhiều bóng bán dẫn hơn trên các chip nhỏ. Công nghệ vượt trội này bắt nguồn từ chính cấu trúc của các hệ thống quang khắc. Các bộ phận của chúng được làm từ các vật liệu như silicon carbide và Zerodur cho phép chúng lặp lại các chu kỳ chuyển động và định vị giống nhau hàng triệu lần với độ chính xác nguyên tử trong quá trình chiếu xạ wafer và chịu được ứng suất nhiệt lâu dài. Fuchshofer Präzisionstechnik GmbH, được thành lập vào năm 1994 và đặt tại Eibiswald, Styria, chuyên gia công chính xác các vật liệu tiên tiến cứng và giòn này – sử dụng công nghệ ULTRASONIC từ DMG MORI. Thành công của sản xuất được hỗ trợ bằng siêu âm thể hiện qua năng lực gia công, bao gồm tổng cộng 14 mẫu máy ULTRASONIC. Hai máy siêu âm thế hệ thứ ba ULTRASONIC 50 bổ sung đã được lắp đặt vào năm 2024 để đáp ứng nhu cầu ngày càng tăng từ ngành bán dẫn.

Năm 2024, hai máy ULTRASONIC 50 thế hệ thứ ba đã được bổ sung.

Fuchshofer cũng sử dụng các trung tâm gia công DMG MORI cho các công việc khác ngoài gia công ULTRASONIC.
ULTRASONIC: Chất lượng gia công ở mức cao nhất
Khi Fuchshofer mua chiếc máy ULTRASONIC đầu tiên từ DMG MORI vào năm 2005, đội ngũ của họ đã có nhiều năm kinh nghiệm trong gia công chính xác. Từ đó đến nay, phạm vi dịch vụ vẫn luôn bao gồm tiện, phay, mài và cắt dây EDM. “Từ năm 2017, chúng tôi cũng đã cung cấp dịch vụ sản xuất bồi đắp với Fuchshofer Advanced Manufacturing”, Aaron Reinisch cho biết khi đề cập đến phạm vi sản xuất rộng lớn. Ông đứng đầu bộ phận Gốm sứ & Vật liệu cứng, chủ yếu bao gồm các máy ULTRASONIC. “Sự tăng trưởng mạnh mẽ trong ngành bán dẫn đã dẫn đến việc đầu tư gần như hàng năm vào công nghệ gia công này trong tám năm qua”. Fuchshofer vẫn luôn trung thành với các mẫu máy ULTRASONIC của DMG MORI. “Chúng tôi hiểu rõ những máy này từ trong ra ngoài và chúng đảm bảo chất lượng gia công chi tiết chất lượng cao mà chúng tôi và khách hàng mong đợi”.

Khoan, mài và phay 5 trục được hỗ trợ bằng siêu âm
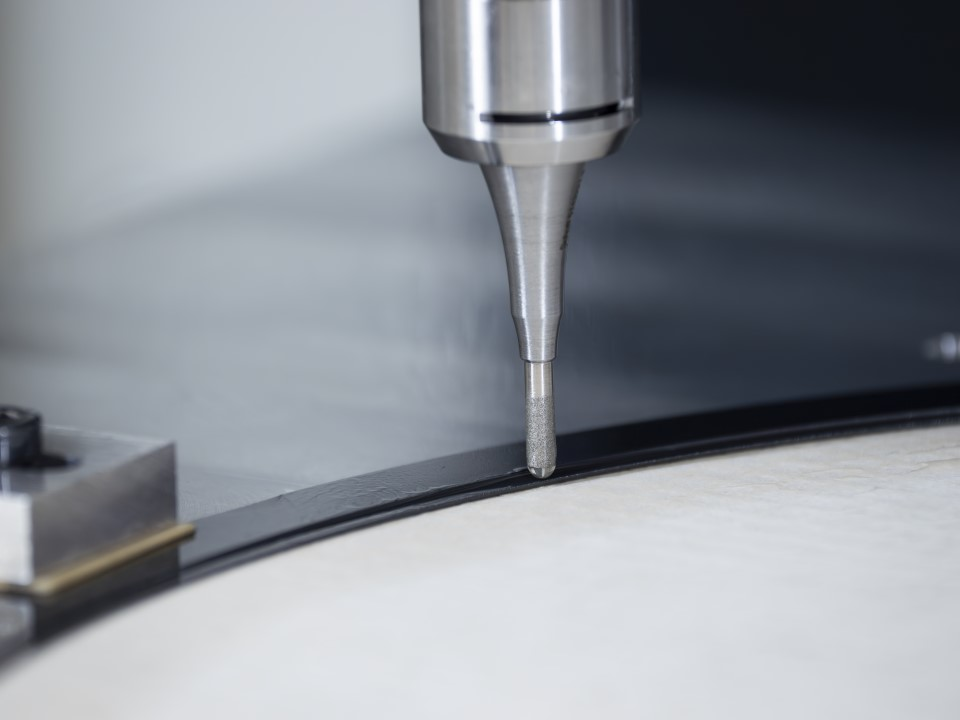
Công nghệ siêu âm cho phép Fuchshofer gia công gốm kỹ thuật, vật liệu composite và cacbua một cách đáng tin cậy và chính xác như thủy tinh thạch anh, Zerodur và thủy tinh sapphire. Nguyên lý hoạt động vừa đổi mới vừa đơn giản: bộ truyền động ULTRASONIC làm cho dụng cụ rung ở tần số cao, chồng chất dao động này lên chuyển động quay và chuyển động tuyến tính. Điều này tạo ra sự tiếp xúc xung giữa dụng cụ và phôi, giúp kiểm soát quá trình loại bỏ vật liệu và giảm thiểu nguy cơ nứt vi mô.
Các ứng dụng đa dạng của công nghệ này trải rộng từ khoan chính xác đến đường kính ø 0,4 mm đến mài siêu âm và phay siêu âm 5 trục các đường viền 3D. Aaron Reinisch chia sẻ: “Các tấm silicon carbide hiện chiếm thị phần lớn nhất trong hoạt động kinh doanh của chúng tôi”. Các tấm wafer được gắn trên chúng trong các hệ thống quang khắc. “Là một phần của quy trình sản xuất các chi tiết ổn định nhiệt này, chúng tôi gia công các kênh làm mát tinh xảo để khiến chúng thậm chí còn chịu được các tác động nhiệt trong sản xuất chất bán dẫn".

"Máy gia công ULTRASONIC từ DMG MORI đảm bảo chất lượng gia công chi tiết chất lượng cao mà chúng tôi và khách hàng mong đợi. Tỷ lệ phế phẩm dưới một phần trăm chứng tỏ các quy trình đang hoạt động tối ưu".
Aaron Reinisch đứng đầu bộ phận gốm sứ và vật liệu cứng tại Fuchshofer.

Sản xuất đáng tin cậy với các dụng cụ kim cương mạ điện
Vì silicon carbide gần cứng bằng kim cương, gia công ULTRASONIC đòi hỏi các dụng cụ kim cương phù hợp. Fuchshofer sử dụng các mũi mài mạ điện từ Schott và đối tác DMQP là Effgen. “Đây là những dụng cụ tự mài có tuổi thọ lên đến 15 giờ và có thể được mài lại ba hoặc bốn lần”, Aaron Reinisch giải thích về sự lựa chọn này. Nó cho phép sản xuất có độ tin cậy cao với lượng nhân công tối thiểu. Các chi tiết silicon carbide được gia công theo thông số kỹ thuật của khách hàng và mất đến 60 giờ để hoàn thành. Aaron Reinisch hoàn toàn hài lòng: “Tỷ lệ phế phẩm dưới 1% chứng tỏ các quy trình đang hoạt động tối ưu”.
Tối ưu hóa quy trình thông qua hợp tác chặt chẽ
Sự đa dạng của các công nghệ trong nhà máy mang lại cho Fuchshofer nhiều cơ hội để phát triển các chiến lược sản xuất tốt nhất. “Chúng tôi hợp tác chặt chẽ với khách hàng để tối ưu hóa các quy trình gia công”, Aaron Reinisch giải thích. Đôi khi việc phay phôi trên máy CNC thông thường hiệu quả hơn, trong khi ở những trường hợp khác, máy ULTRASONIC lại hoàn toàn cần thiết. “Chúng tôi luôn xem xét sự kết hợp giữa các yêu cầu kỹ thuật và lợi thế của từng quy trình gia công”. Fuchshofer cũng đang nghiên cứu các vật liệu mới có thể trở nên quan trọng trong tương lai. Aaron Reinisch dẫn chứng silicon nitride cực kỳ cứng làm một ví dụ: “Vật liệu này rất thú vị đối với ngành bán dẫn, nhưng lại cực kỳ khó gia công”. Với sự trợ giúp của máy ULTRASONIC, nhóm đang nghiên cứu các giải pháp sản xuất đáng tin cậy cho các chi tiết silicon nitride. “Sự tương tác giữa công cụ, công nghệ và các thông số cắt là rất quan trọng”.
Tiến vào các thị trường mới
Aaron Reinisch tin tưởng: “Việc sử dụng các công nghệ mới và tối ưu hóa các quy trình hiện có là chìa khóa để liên tục mở rộng phạm vi dịch vụ của chúng tôi”. Cách tiếp cận toàn diện và sự tập trung vào các dự án trong các ngành công nghiệp hướng tới tương lai của Fuchshofer cũng được thể hiện qua chứng nhận ngành công nghiệp hàng không vũ trụ. Sự đa dạng trong các ngành công nghiệp được phục vụ đảm bảo an ninh lâu dài. “Kinh nghiệm của chúng tôi trong ngành bán dẫn giúp chúng tôi tiếp cận các thị trường mới, bởi vì gốm kỹ thuật đang ngày càng trở nên quan trọng trong các lĩnh vực khác”. Trong bối cảnh đó, ông cũng coi công nghệ ULTRASONIC là quan trọng đối với tương lai: “Năng lực của chúng tôi trong lĩnh vực này sẽ tăng lên cùng với yêu cầu của chúng tôi về chất lượng gia công”.
Lưu ý: Tên và chức danh của tổ chức được cập nhật tại thời điểm xuất bản.
This content is for members only