
















































- Mga tip sa machining 2018/07/13 UP
-
Mga tip sa machining vol. 23
3 madaling paraan upang maiwasan ang deflection at chatter vibration ng low-rigidity workpiece【Face milling】

- Tag
-
- Chatter prevention
- Milling
Araw-araw ang aming mga kostumer ay gumagawa ng maraming pagsisikap para i-machine ang workpiece na may kumplikado at magkakaibang hugis. Kamakailan, dumarami ang pangangailangan sa pagma-machine ng manipis at low-rigidity workpiece na may mahabang overhang, halimbawa, mga frame ng mga casing part na madaling ma-deflect at magkaroon ng chatter vibration.
Ang pagbabawas ng cutting resistance ay isa sa mga paraan upang maiwasan ang deflection at mga chatter vibration. Gayunpaman, kung maglalapat ka ng mas mababang feed rate at mas mababang lalim ng pagputol upang mabawasan ang cutting resistance, magreresulta ito sa mas mababang performance ng machining. Sa kabaligtaran, maiiwasan mo ang mga chatter vibration na may parehong performance ng face milling sa pamamagitan ng paglalapat ng isa sa sumusunod na 3 paraan:
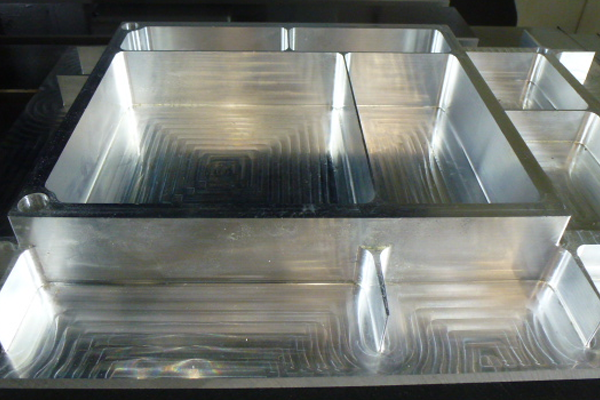
Isang sampol na workpiece ng casing frame
3 paraan upang maiwasan ang mga chatter vibration habang pinapanatili ang performance ng machining
This content is for members only
- Relevant contents
-
-
Mga tip sa machining 2018/07/09 UP
Mga tip sa machining vol. 22
Mga solusyon para sa 3 pangunahing problema sa operasyon ng finishing 【End milling】5873 View 9
-
Mga tip sa machining 2018/07/03 UP
Mga tip sa machining vol. 21
2 paraan upang bawasan ang boundary wear sa pamamagitan ng pagma-manage ng tool path sa roughing operation
【Turning】8180 View 14
-
Obra maestra sa mundo 2018/05/10 UP
Obra maestra sa buong mundo #20
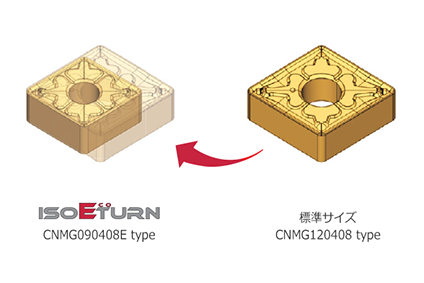
Isang maliit, matipid, at eco-friendly na insert na may napapanatiling antas ng performance ? “ISO Eco Turn”1800 View 0
-