
















































- Tips permesinan 2018/07/13 UP
-
Tips Permesinan Vol. 23
3 cara mudah untuk menghindari defleksi dan getaran yang menimbulkan suara gemertak pada komponen kerja dengan kekakuan rendah 【Face milling】

- Tag
-
- Chatter prevention
- Milling
Setiap hari pelanggan kami menggunakan banyak tenaga untuk melakukan permesinan pada komponen kerja dengan geometri yang kompleks dan beragam. Akhir-akhir ini, ada permintaan yang meningkat untuk melakukan permesinan pada komponen kerja yang tipis dan memiliki kekakuan rendah dengan overhang panjang, misalnya rangka bagian casing yang rentan terhadap defleksi dan getaran yang menimbulkan suara gemertak.
Mengurangi resistansi pemotongan adalah salah satu cara untuk menghindari defleksi dan getaran yang menimbulkan suara gemertak. Namun demikian, jika Anda menerapkan feed rate yang lebih rendah dan kedalaman pemotongan yang lebih rendah untuk meminimalkan resistansi pemotongan, ini akan menghasilkan kinerja permesinan yang lebih rendah. Sebaliknya, Anda dapat menghindari getaran yang menimbulkan suara gemertak dengan kinerja face milling yang sama dengan menerapkan salah satu dari 3 metode berikut ini:
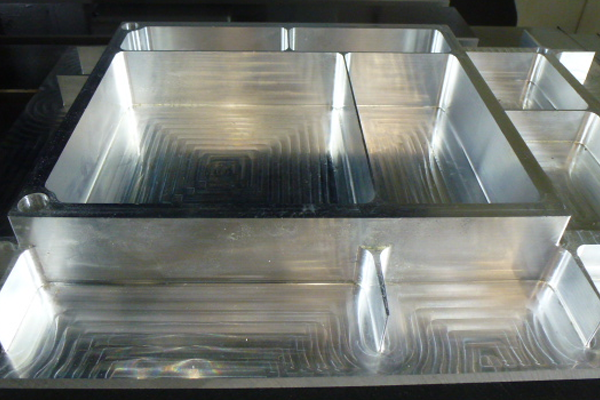
Contoh komponen kerja rangka casing
3 metode untuk menghindari getaran yang menimbulkan suara gemertak sekaligus mempertahankan kinerja permesinan
This content is for members only
- Produk terkait
-
-
Tips permesinan 2018/07/09 UP
Tips Permesinan Vol. 22
Solusi untuk 3 masalah utama dalam operasi finishing 【Penggilingan tepi】5867 View 9
-
Tips permesinan 2018/07/03 UP
Tips Permesinan Vol. 21
2 cara untuk mengurangi keausan area kontak dengan mengelola jalur alat pada operasi roughing
【Pembubutan】8172 View 14
-
Mahakarya di dunia 2018/05/10 UP
Mahakarya nomor #20 di dunia
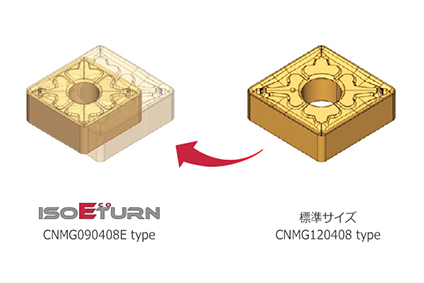
Pisau insert berukuran kecil, hemat biaya, dan ramah lingkungan dengan tingkat kinerja yang dipertahankan? "ISO Eco Turn"1800 View 0
-