- Contoh Kasus Pelanggan 2026/03/23 UP
-
Fuchshofer Präzisionstechnik GmbH
Keunggulan teknologi melalui pemesinan ultrasonik

Sistem EUV (extreme ultraviolet lithography) modern menghasilkan mikroprosesor yang kian bertenaga karena mampu mencapai ukuran struktur hingga beberapa nanometer, sehingga lebih banyak transistor dapat dimuat dalam chip kecil. Teknologi mutakhir ini berawal dari konstruksi sistem litografi itu sendiri. Agar mampu mengulang siklus gerakan dan pemosisian yang sama jutaan kali dengan presisi setingkat atom selama penyinaran wafer, serta tahan terhadap tekanan termal jangka panjang, komponennya dibuat dari material seperti silikon karbida dan Zerodur. Didirikan pada tahun 1994, Fuchshofer Präzisionstechnik GmbH yang berlokasi di Eibiswald, Styria, bergerak di bidang pemesinan presisi untuk material canggih yang keras dan getas ini—menggunakan teknologi ULTRASONIC dari DMG MORI. Keberhasilan manufaktur berbasis ultrasonik ini dibuktikan oleh kapasitas produksinya, yang mencakup total 14 model mesin ULTRASONIC. Dua unit tambahan mesin ULTRASONIC 50 generasi ketiga telah dipasang pada tahun 2024 untuk memenuhi permintaan yang terus meningkat dari industri semikonduktor.

Pada tahun 2024, dua unit mesin ULTRASONIC 50 generasi ketiga resmi ditambahkan ke dalam lini produksi.

Fuchshofer juga menggunakan machining center DMG MORI untuk tugas-tugas di luar pemesinan ULTRASONIC.
ULTRASONIC: Kualitas pemesinan di level tertinggi
Saat Fuchshofer membeli mesin ULTRASONIC pertamanya dari DMG MORI pada tahun 2005, dengan tim yang sudah berpengalaman selama bertahun-tahun dalam hal pemesinan presisi. Sejak dulu hingga kini, cakupan layanan kami tetap mencakup proses turning, milling, grinding (penggerindaan), dan wire EDM. “Sejak 2017, kami juga menawarkan manufaktur aditif melalui Fuchshofer Advanced Manufacturing,” ujar Aaron Reinisch, merujuk pada rentang manufaktur mereka yang luar biasa luas. Beliau memimpin divisi Keramik & Material Keras, yang utamanya mencakup mesin-mesin ULTRASONIC. “Pertumbuhan pesat di industri semikonduktor telah mendorong kami untuk berinvestasi hampir setiap tahun pada teknologi pemesinan ini selama delapan tahun terakhir.” Fuchshofer tetap setia pada model-model ULTRASONIC dari DMG MORI. “Kami memahami mesin ini luar dalam, dan mereka menjamin pemesinan komponen berkualitas tinggi yang kami dan pelanggan kami harapkan.”

Pengeboran, penggerindaan, dan milling 5-axis berbasis ultrasonik
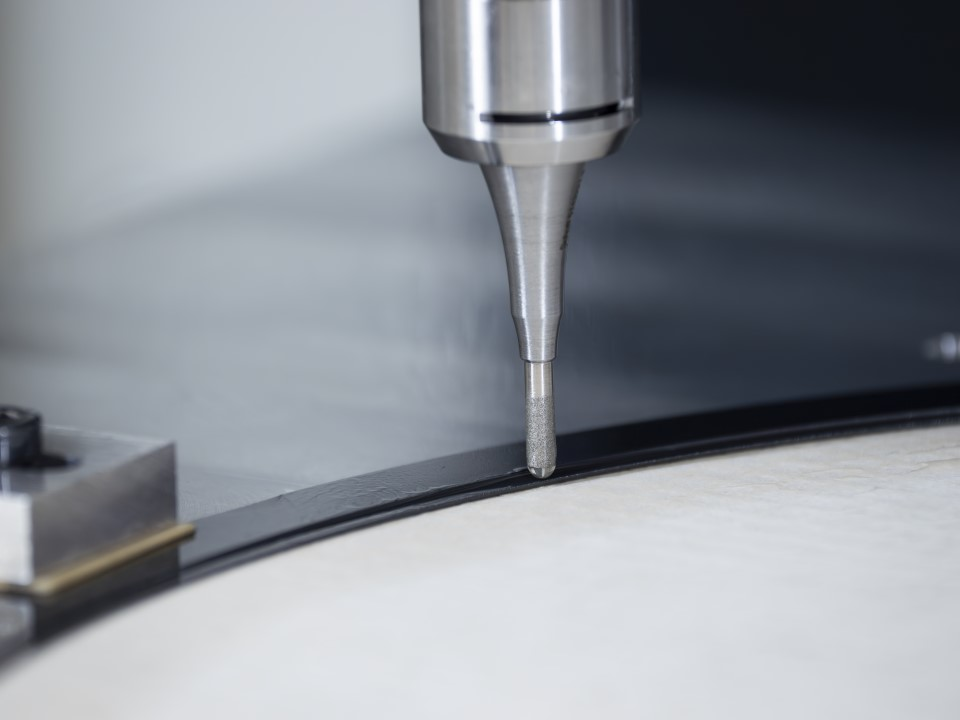
Teknologi ultrasonik memungkinkan Fuchshofer mengolah keramik teknis, komposit, dan karbida dengan tingkat keandalan dan presisi yang sama tingginya seperti pada kaca kuarsa, Zerodur, dan kaca safir. Prinsip kerjanya inovatif sekaligus simpel: aktuator ULTRASONIC menggetarkan alat potong pada frekuensi tinggi, lalu menggabungkan osilasi ini dengan gerakan rotasi dan linier. Hasilnya adalah kontak berdenyut antara alat potong dan benda kerja, yang memungkinkan pemotongan material secara terkendali sekaligus meminimalkan risiko retak mikro.
Beragam aplikasi teknologi ini meliputi berbagai hal mulai dari pengeboran presisi hingga diameter ø 0,4 mm serta penggerindaan ultrasonik dan milling ultrasonik 5-axis untuk kontur 3D. “Saat ini, pelat silikon karbida merupakan porsi terbesar dari bisnis kami,” kata Aaron Reinisch. Wafer dipasang di atas pelat tersebut dalam sistem litografi. "Sebagai bagian dari proses produksi komponen yang stabil terhadap suhu, kami membuat saluran pendingin tipis agar komponen tersebut lebih tahan terhadap efek termal dalam manufaktur semikonduktor.”

"Mesin ULTRASONIC dari DMG MORI memastikan pemesinan komponen berkualitas tinggi yang kami dan pelanggan kami harapkan. Tingkat produk gagal (scrap) kurang dari satu persen membuktikan bahwa proses berjalan secara optimal."
Aaron Reinisch memimpin divisi keramik dan material keras di Fuchshofer.

Produksi andal dengan alat potong berlian berlapis elektroplat
Karena silikon karbida hampir sekeras berlian, pemesinan ULTRASONIC memerlukan alat potong berlian yang sesuai. Fuchshofer mengandalkan pin gerinda berlapis elektroplat dari Schott dan mitra DMQP, Effgen. “Ini adalah alat potong self-sharpening (dapat menajamkan diri sendiri) yang memiliki masa pakai hingga 15 jam dan dapat dipulihkan (dressed) tiga atau empat kali,” ujar Aaron Reinisch menjelaskan pilihannya. Hal ini memungkinkan produksi yang sangat andal dengan intervensi tenaga kerja minimal. Komponen silikon karbida dikerjakan sesuai spesifikasi pelanggan dan membutuhkan waktu hingga 60 jam untuk diselesaikan. Aaron Reinisch merasa sangat puas: “Tingkat produk gagal (scrap) yang kurang dari satu persen membuktikan bahwa proses ini berjalan secara optimal.”
Optimalisasi proses melalui kolaborasi erat
Keanekaragaman teknologi di pabrik ini memberikan fleksibilitas luas bagi Fuchshofer untuk mengembangkan strategi manufaktur terbaik. “Kami bekerja sama dengan pelanggan untuk mengoptimalkan proses pemesinan,” jelas Aaron Reinisch. Terkadang, akan lebih efisien untuk melakukan milling pada benda kerja menggunakan mesin CNC konvensional, sementara di kasus lain, penggunaan mesin ULTRASONIC mutlak diperlukan. “Kami selalu mempertimbangkan kombinasi antara persyaratan teknis dan keunggulan dari masing-masing proses pemesinan.” Fuchshofer juga mulai merambah ke material baru yang mungkin menjadi penting di masa depan. Aaron Reinisch mencontohkan silikon nitrida yang sangat tangguh: “Material ini sangat menarik bagi sektor semikonduktor, tetapi sangat sulit untuk diolah.” Dengan bantuan mesin ULTRASONIC, tim ini sedang mengerjakan solusi manufaktur andal untuk komponen silikon nitrida. “Interaksi antara alat potong, teknologi, dan parameter pemotongan adalah kunci utamanya.”
Memasuki pasar baru
Aaron Reinisch merasa yakin: “Penggunaan teknologi baru dan optimalisasi proses yang ada adalah kunci untuk terus memperluas jangkauan layanan kami.” Pendekatan holistik Fuchshofer dan fokusnya pada industri masa depan dibuktikan melalui sertifikasi industri kedirgantaraan (aerospace). Diversitas dalam berbagai sektor industri yang dilayani menjamin stabilitas dan keamanan jangka panjang. “Pengalaman mendalam kami di industri semikonduktor menjadi batu loncatan untuk menguasai pasar baru, mengingat keramik teknis kini semakin krusial di berbagai sektor lainnya.” Dalam konteks ini, beliau memandang teknologi ULTRASONIC sebagai pilar utama masa depan: “Kapasitas kami di bidang ini akan terus meningkat, sejalan dengan standar kualitas pemesinan kami yang kian melampaui batas.”
Catatan: Nama dan gelar organisasi terkini pada saat publikasi.
This content is for members only