
















































- เคล็ดลับเกี่ยวกับการแมชีนนิ่ง 2018/07/03 UP
-
เคล็ดลับเกี่ยวกับการแมชีนนิ่ง ชุดที่ 21
2 วิธีเพื่อลดการสึกหรอที่ขอบด้วยการบริหารจัดการเส้นทางเดินของเครื่องมือเมื่อทำการกัดงานหยาบ
【การกลึง】

- Tag
-
- Turning
- Roughing
การกลึงเป็น “งานตัดที่ทำต่อเนื่อง” โดยที่เครื่องมือตัดไม่มีการหมุน และคมตัดสัมผัสกับชิ้นงานอยู่ตลอดเวลา การสัมผัสอยู่ตลอดของอินเสิร์ตกับชิ้นงานนี้ส่งผลเสียอย่างมากต่ออายุการใช้งานของเครื่องมือ “การสึกหรอที่ขอบ” เกิดขึ้นที่บริเวณขอบที่อินเสิร์ตกับชิ้นงานสัมผัสกัน
ความเสียหายที่เกิดขึ้นกับเครื่องมือตัด โดยเฉพาะที่บริเวณขอบ ตัวอย่างเช่น “ขอบที่ติดกับพื้นผิวที่ไม่ได้แมชีนนิ่ง” เมื่อเครื่องมือตัดเข้าหาชิ้นงานในครั้งแรก หรือที่ “ขอบที่ติดกับการจ่ายสารหล่อเย็น” และ “ขอบที่เกิดความต้านทานการตัด” เมื่อเครื่องมือตัดเข้าไปถึงความลึกตัดระดับหนึ่ง
นอกจากนี้ เมื่อการแมชีนนิ่งดำเนินต่อไป ความเสี่ยงที่จะเกิด “ความแข็งในงาน” (work hardening) จะเพิ่มขึ้นเมื่อพื้นผิวของชิ้นงานเริ่มแข็งตัวเนื่องจากการขัดถูกกับปลายกลมของอินเสิร์ต, แรงตัด หรือความร้อนจากการตัด ความแข็งในงาน เป็นอีกปัจจัยหนึ่งที่เร่งให้เกิดการสึกหรอที่ขอบ
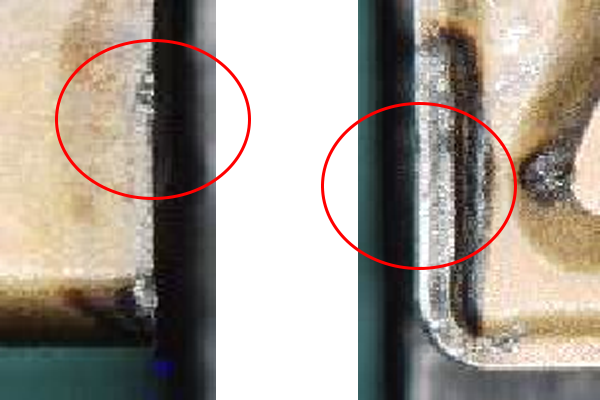
ตัวอย่างการสึกหรอที่ขอบ
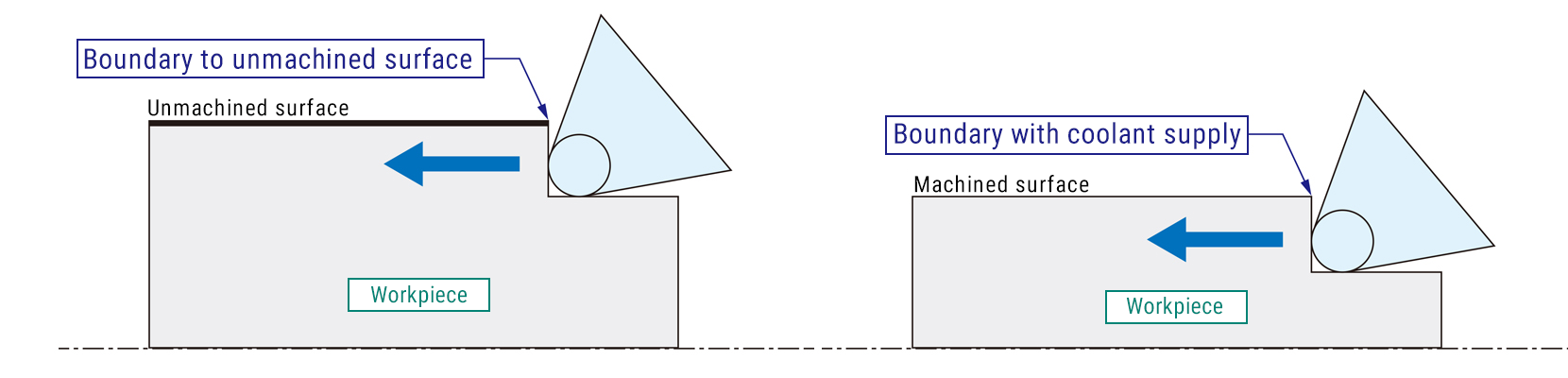
จากซ้ายไปขวา: “ขอบที่ติดกับพื้นผิวที่ไม่ได้แมชีนนิ่ง”, “ขอบที่ติดกับการจ่ายสารหล่อเย็น”
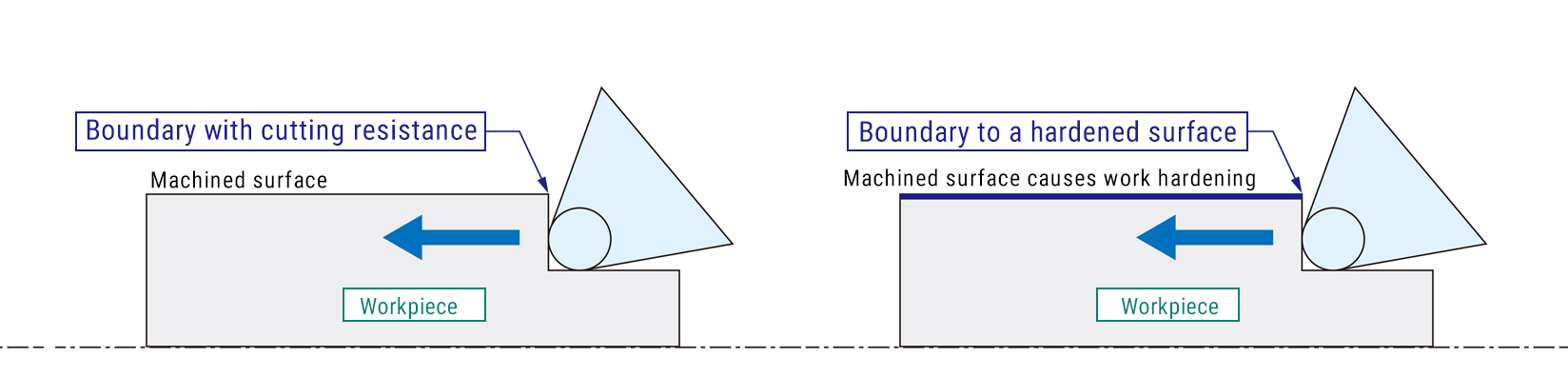
จากซ้ายไปขวา: “ขอบที่เกิดความต้านทานการตัด”, “ขอบที่ติดกับพื้นผิวที่แข็งตัวขึ้น”
เมื่อระยะการตัดเพิ่มขึ้นและการสึกหรอที่ขอบเกิดขึ้นรวดเร็วผิดปกติ คมตัดจะเริ่มขาดความเสถียร และอายุการใช้งานของเครื่องมือจะสั้นลงมาก นี่คือสาเหตุว่าทำไมจึงเป็นเรื่องสำคัญที่ต้องหลีกเลี่ยงการสึกหรอที่ขอบเมื่อทำงานตัดวัสดุแข็ง เช่น สเตนเลสสตีลหรือวัสดุอบชุบที่ทำให้เกิดอาการความแข็งในงานได้ง่าย
การหลีกเลี่ยงการสึกหรอที่ขอบทำได้ 2 วิธีดังนี้: 1) โดยการลดโหลดบนคมตัด และ 2) โดยการเปลี่ยนตำแหน่งสัมผัสของคมตัดกับพื้นผิวชิ้นงาน
This content is for members only