
| วัสดุ | S55C |
|---|---|
| ขนาด | 1,570×950×578 มม. (61.8×37.4×22.8 นิ้ว) |
| ระยะเวลาการแมชีนนิ่ง | 478.8 ชั่วโมง |
| น้ำหนักสูงสุด | 5.8 ตัน |
| น้ำมันหล่อลื่นสำหรับตัด | น้ำหล่อเย็นละลายน้ำได้ |
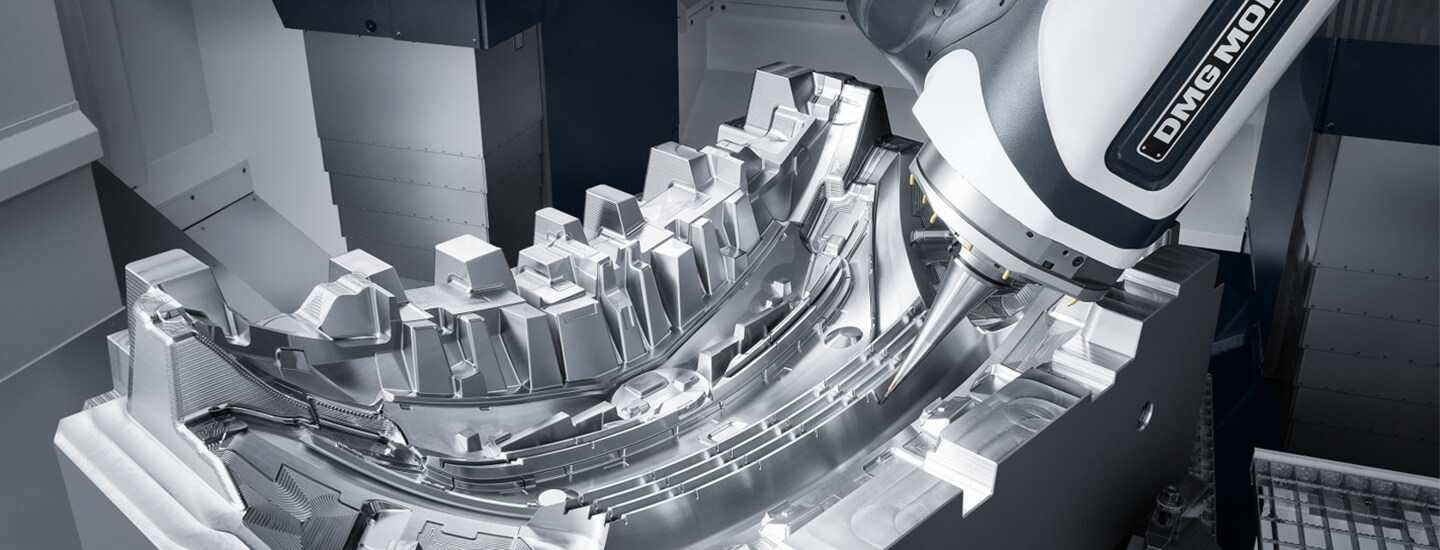
เครื่องกัดแบบ 5 หน้า/5 แกนแบบบริดจ์ที่มีความแม่นยำและประสิทธิภาพทางพลศาสตร์สูง
ระยะเวลาการแมชีนนิ่งลดลง 25%
เวลานับตั้งแต่โหลดวัสดุไปจนถึงสิ้นสุดกระบวนการ
เวลาสำหรับ
กระบวนการที่เกี่ยวข้องกับการปล่อยกระแสไฟฟ้าลดลง 136 ชั่วโมง
ไม่จำเป็นต้องมีการแมชีนนิ่งแบบปล่อยให้กระแสไฟฟ้าไหลผ่านวัสดุหรือการผลิตของอิเล็กโทรด (ออกแบบ + CAM + ตัด)
ระยะเวลาการขัดชิ้นงานลดลง 14 ชั่วโมง
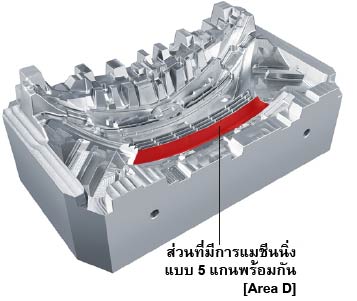
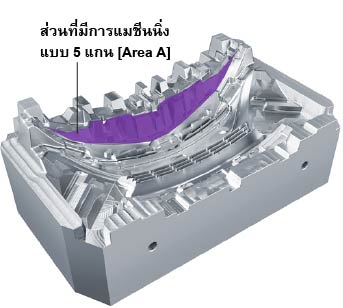
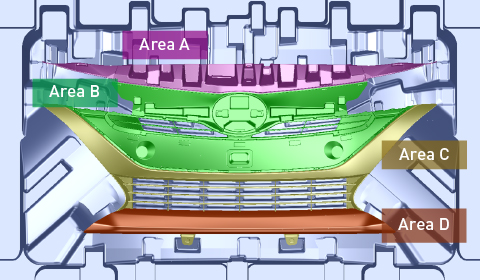
บริเวณ A และ D
ตำแหน่ง
นับตั้งแต่การแมชีนนิ่งแบบปล่อยให้กระแสไฟฟ้าไหลผ่านวัสดุไปจนถึงการแกะสลักโดยตรง (การแมชีนนิ่งแบบ 5 แกน)
ตำแหน่ง
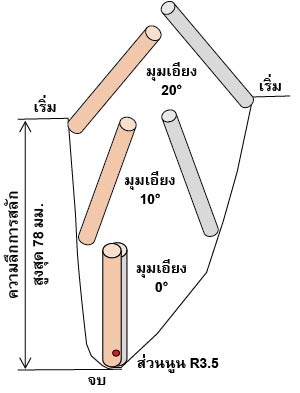
การแมชีนนิ่งพร้อมกัน 5 แกนด้วยเครื่องมือเดียว